欢迎来到易搜刀具网
中国数控刀具撮合交易服务电商平台

| 关键字: | 灰铸铁数控刀具 |
| 导读: | 数控刀具网:表面粗糙度作为灰铸铁表面质量的一项重要衡量指标,不仅直接决定了灰铸铁零件的外观精美程度,而且对机器的装备质量及灰铸铁零件的使用寿命都有着很大的影响。本文着重从机床、刀具、切削参数三方面分析如何提高灰铸铁零件的表面粗糙度,资料由华菱超硬提供,分享给大家以供探讨。 |
1、机床对灰铸铁零件表面粗糙度的影响
机床刚性差,主轴精度差,机床固定不牢固,机床各部件配合间隙较大等因素都会影响灰铸铁零件的表面粗糙度。
举个例子:如机床主轴跳动精度是0.002mm,也就是2微米跳动,那理论上是不可能加工出粗糙度会低于0.002mm粗糙度的工件,一般表面粗糙度Ra1.0的工件还可以加工出来。并且灰铸铁本身是铸造件,就不会像钢件一样轻松加工出较高的表面粗糙度,再加上机床自身的条件差,更难保证表面粗糙度。
机床刚性一般是出厂时就设置好的,无法修改,除了机床刚性外,还可调整主轴间隙,提高轴承精度等,使机床间隙变小,从而对灰铸铁零件在加工中获得较高的表面粗糙度得到一定保障。
2、切削刀具对灰铸铁零件表面粗糙度的影响
刀具材料,几何参数的选择不恰当,刀具磨损等因素都会影响表面粗糙度。
(1)刀具材料的选择
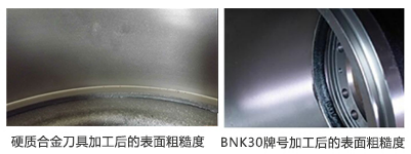
当刀具材料与被加工材料金属分子亲和力大时,被加工材料容易与刀具粘结而生成积屑瘤和鳞刺,因此凡是粘结严重的,摩擦严重的,表面粗糙度就大,反之就小。同样加工灰铸铁零件,硬质合金刀片很难达到Ra1.6的表面粗糙度,即使达到了,其刀具寿命也大打折扣,而BNK30牌号的CBN刀具则由于刀具材料摩擦系数低,优异的高温热稳定性和耐磨性,可在切削速度高出硬质合金几倍的条件下,轻松加工出Ra1.6的表面粗糙度,同时刀具寿命是硬质合金刀具的几十倍,表面亮度提高一个数量级。
(2)刀具几何参数的选择
刀具几何参数中对表面粗糙度影响较大的是主偏角Kr、副偏角Kr'和刀尖圆弧半径re。当主、副偏角小时,已加工表面残留面积的高度亦小,因而可减小表面粗糙度;副偏角越小,表面粗糙度越低,但减小副偏角容易引起震动,故减小副偏角,要根据机床的刚性而定。刀尖圆弧半径re对表面粗糙度的影响:在刚度允许的情况下re增大时,表面粗糙度将降低,增大re是降低表面粗糙度的好方法。因此减少主偏角Kr、副偏角Kr’以及增大刀尖圆弧半径r,均可减小残留面积的高度,从而降低表面租糙度。
华菱超硬刀具工程师说过,“对于刀尖圆弧角的选择建议依据加工工件的刚性和粗糙度要求选择,如果刚性好,尽量选择大的圆弧角,不但可提高加工效率,亦可提高加工表面光洁度;但镗孔时或者切削细长轴或薄壁零件时因为系统刚性差,常选用较小的刀尖圆弧半径”。
(3)刀具磨损
刀具的磨损分为三个阶段:初期磨损、正常磨损和剧烈磨损。当刀具进入剧烈磨损阶段,刀具后刀面磨损率急剧上升,系统又趋向于不稳定,振动随之增大,表面粗糙度的变化幅度也急剧上升。
在灰铸铁领域,很多零件都属于批量生产,对其产品质量的一致性和生产效率要求较高,因此很多机加工企业不等到刀具达到剧烈磨损第三阶段就选择换刀,也称之为强制换刀,机加工企业会对刀具进行反复测试,确定一个临界点,在保证灰铸铁表面粗糙度要求和尺寸精度的情况下,又不影响整体生产效率。
3、切削参数对灰铸铁零件表面粗糙度的影响
切削参数选择的不同,对表面粗糙度影响较大,应引起足够的重视。精加工是保证灰铸铁零件表面粗糙度的重要工序,因此精加工时,切削参数应以保证灰铸铁零件表面粗糙度为主,并兼顾生产率和必要的刀具寿命。精加工的吃刀深度是根据加工精度和表面粗糙度要求,由粗加工后留下的余量确定的,一般吃刀深度控制在0.5mm以内。同时在机床刚性条件许可的条件下,可充分发挥刀具的切削性能,采用较高的切削速度对灰铸铁零件进行高速加工。
4、其他因素对灰铸铁零件表面粗糙度的影响
如灰铸铁零件自身存在一些铸造缺陷,切削液选择不合理,加工方式的不同等都会影响灰铸铁零件的表现粗糙度。
华菱超硬刀具工程师说过,“除了机床,刀具,切削参数三大因素外,切削液,灰铸铁零件本身,加工方式等因素也对灰铸铁零件的表面粗糙度造成一定的影响,如车削、铣削、镗削灰铸铁零件时,在机床,切削参数等因素都许可的条件下,华菱超硬CBN刀具亦可加工出Ra0.8的表面粗糙度,但对刀具寿命会有所影响,具体需要根据实际加工情况判断。”
5、总结:
鉴于表面粗糙度对机器零件使用性能有较为直接的影响,而实际生产中影响表面粗糙度的因素又是来自多方面的,因此应该全方面兼顾各种因素,对表面粗糙度根据需要提出比较经济适用的要求。
延伸阅读:华菱超硬,作为我国超硬刀具国产化的先驱,以国家超硬材料重点实验室和河南科技大学为技术依托,自备超硬刀具研发中心,专注于脆硬材料和难切削材料加工用立方氮化硼刀具和高品级金刚石的研究方向,在以车代磨、超高硬度重载切削、高速加工,难加工材料切削等细分领域独具优势。同时,依据河南超硬材料研究所的先天资源,在3C行业、航空航天、核能军工领域不断推陈出新CBN/PCD刀具和其他新材料工具,用户覆盖了中国大陆、中国台湾、德国、意大利、美国、韩国、日本等多个国家和地区。
易搜刀具网 最专业的数控刀具网站 提供极致用户体验,让刀具买卖更容易! www.esitools.com

2018CCTE重磅来袭并联合CME中国机床展以7万平的总规模亮相于全球...[详细]

2017广东国际机器人及智能装备博览会盛大开幕。展会期间将同期举...[详细]

第十六届中国制博会将于2017年9月1日至5日在沈阳国际展览中心举行...[详细]

瑞士血统,欧洲新贵,源于列支敦士登莱茵河畔的城市儒格尔,造就...[详细]


